A wizard to convert a
copy of your existing
code is part of this
software.
After the Set-Up is
completed and the
Off-Sets have been
sent, a copy of the
“Master Code” is re-
written to the active
G-Code. The Tool
Wall numbers have
now the correct
pocket numbers for
the work to begin.




The S.A.M. job set-up method rewrites the code to adjust to tools that are
already in the tool changer regardless of their position. This reduces the set-
up time making it the ideal set-up method for cells with small production runs.

As demonstrated,
this process is fast
and uncomplicated.
The ability to choose
between the “Twig“,
the “Traditional” and
the “SAM” set-up
method provides
complete flexibility.
The Set-Up with
Tool Wall is not only
efficient but can be
done by less
proficient personnel.
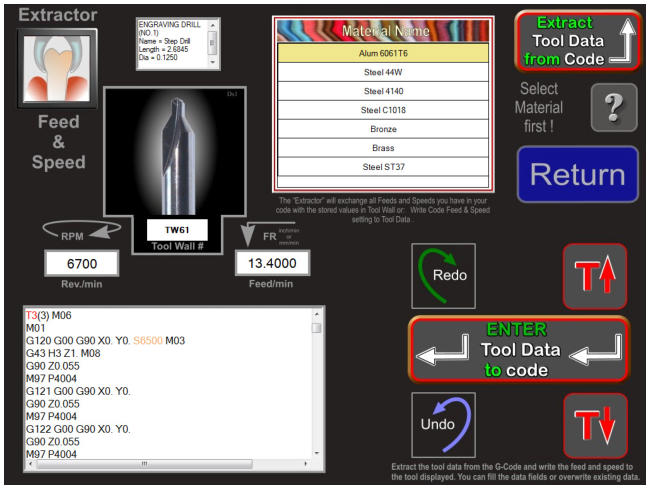
Use the Extractor to
extract and insert Feed
and Speed data.
You can either “Extract
Tool Data from Code”
and store this data with
the tool at the respective
material or “Enter Tool
Data to Code”.
With this feature you
can use one G-Code file
for all materials. For
example: If your code
has the Steel feed and
speed data and you
want to make this part
from Aluminum, use the
Aluminum tool data and
insert the feeds and
speeds into the G-Code.
Extract
“Feed
&
Speed
data
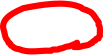
At this point the G-Code
can be edited.
This window gives you
several options:
1) Display the full
keyboard.
2) Search for a string.
3) Search for a string or
value and replace it with
the value entered.
Note: If a file was edited
a file marker is
displayed. All edited files
can now be reviewed at
a later date.
Edit the
G-Code
data
The program adds the <!-3--> to the Tool Wall tool
TW61.
It is done when you position a tool into a specific
pocket using Traditional setup.
TW61<!-3--> tells the program that this tool has to
be placed into pocket #3 when the Traditional
setup is used.